
Blog
Vacuum Pump in Chemical Industry: A Comprehensive Guide
In the chemical industry, vacuum pumps play a crucial role in various processes, from distillation to solvent recovery. But what exactly are vacuum pumps, and why are they so important? In this comprehensive guide, we will dive deep into the world of vacuum pumps in the chemical industry. We will cover the basics of vacuum pumps, explore the different types commonly used, and discuss their specific applications in chemical processes. Additionally, we will highlight the importance of vacuum pumps in improving efficiency and reducing environmental impact. If you’re involved in the chemical industry or simply curious about how these powerful machines work, this guide is a must-read for you.
Understanding Vacuum Pumps
A vacuum pump is an essential component in the chemical industry, used to create and maintain a vacuum within systems and processes. These pumps work by removing air and other gases from a sealed chamber, resulting in a lower pressure environment. There are different types of vacuum pumps utilized in the chemical industry, such as liquid ring vacuum pumps, diaphragm pumps, roots vacuum pump and dry screw vacuum pumps. They find extensive applications in various chemical processes like distillation, drying, degassing, evaporation, and packaging. When selecting a vacuum pump for specific chemical processes, factors such as suction capacity, pump materials, and resistance to corrosion should be considered. Proper maintenance and troubleshooting are crucial for ensuring optimal performance and preventing downtime or contamination in the chemical industry.
Basics of Vacuum Pumps
Vacuum pumps play a vital role in the chemical industry by creating and maintaining a vacuum in various processes. They are commonly used for distillation, drying, filtration, and other applications that require the removal of air or gas. Two main types of vacuum pumps used in the chemical industry are roots vacuum pump, dry screw vacuum pump and liquid ring pumps. Dry screw vacuum pump use rotating screw rotors to trap and compress gas molecules, while liquid ring pumps create a vacuum by displacing air or gas with a rotating liquid ring, roots vacuum pump use double lobe to achieve larger flow rate and higher vacuum degree but need backing pump. Factors to consider when selecting a vacuum pump include the required vacuum level, capacity, reliability, and compatibility with the process.
Which Chemical Industries Are Vacuum Pumps Used In?
Vacuum pumps find extensive use in various chemical industries, including pharmaceuticals, petrochemicals, food processing, and oil refining. They are vital for processes like distillation, drying, evaporation, and filtration, enabling the maintenance of desired pressure levels and the removal of unwanted gases or contaminants. Examples include vacuum distillation, vacuum drying of chemicals, vacuum filtration, and vacuum crystallization.
Distillation
Distillation is a widely used process in the chemical industry, and vacuum pumps play a crucial role in its success. By creating a low-pressure environment, vacuum pumps lower the boiling point of liquids, allowing for more efficient separation of different components based on their boiling points. This characteristic makes vacuum pumps especially useful in the treatment of high boiling point, heat-sensitive, or explosive compounds. The use of vacuum pumps in distillation processes can reduce side reactions and improve product recovery, ensuring maximum efficiency and adherence to temperature limits. In the chemical industry, distillation is employed in various applications, including the extraction of natural compounds, chemical synthesis, and the preparation of flavors. The combination of vacuum pumps and distillation techniques enables the industry to achieve optimal results in the separation and purification of substances.

Solvent Recovery
Solvent recovery is a crucial process in the chemical industry, and vacuum pumps play a significant role in facilitating this task. These pumps are commonly used to create a vacuum or low-pressure environment necessary for the separation and removal of solvents from the mixture. By retrieving and reusing solvents, chemical industries can reduce waste and cut down on costs. Furthermore, the recovered solvents can be purified and reused, reducing the need for fresh solvent procurement. In addition to cost-saving benefits, solvent recovery also helps with environmental considerations, as it allows for the treatment of solvent-contaminated wastewater. Vacuum pumps enable the efficient and effective recovery of valuable components, contributing to sustainable practices within the chemical industry.

Drying
Drying is a crucial step in various chemical processes, involving the removal of moisture or solvents from products. In the chemical industry, vacuum pumps are commonly used for drying purposes. These pumps create a low-pressure environment that accelerates the evaporation process and enhances drying efficiency. Depending on the specific requirements of the drying process, different types of vacuum pumps, such as rotary vane pumps or liquid ring pumps, can be utilized. Vacuum drying offers several advantages over other drying methods, including faster drying times, reduced energy consumption, and better preservation of product quality. By utilizing vacuum technology, the chemical industry can optimize the drying process and improve overall productivity.

Degassing
Degassing is a crucial process in the chemical industry, where vacuum pumps play a significant role. These pumps are widely used for removing dissolved gases from liquids or solids, preventing unwanted reactions and enhancing product quality. By creating a vacuum environment, vacuum pumps facilitate the extraction of gases from chemical substances. They find applications in degassing solvents, purging air bubbles from liquids, and eliminating volatile compounds from materials. Depending on the specific requirements of the degassing process, different types of vacuum pumps, such as liquid ring pumps, may be utilized. In the chemical industry, degassing is commonly employed in various applications, including the degassing of cosmetic creams, adhesives, coatings, and paints. The use of vacuum technology in the degassing process ensures efficient and contamination-free results.

Molecular Distillation
Molecular distillation is a widely used technique in the chemical industry for separating and purifying compounds with high boiling points or heat-sensitive properties. By creating a vacuum, the boiling point of these compounds is lowered, allowing them to evaporate at lower temperatures. Vacuum pumps play a crucial role in maintaining the necessary vacuum pressure during the distillation process. They help remove gas and vapor from the system, ensuring efficient and precise separation of the compounds. In the chemical industry, molecular distillation finds applications in various areas such as the production of phytosterols, natural vitamins, oleochemicals, and more. The use of vacuum technology and the proper selection of vacuum pumps are key factors in achieving successful molecular distillation processes in the chemical industry.

Pneumatic Conveying
Pneumatic conveying is a common application of vacuum pumps in the chemical industry. It involves the transport of solid materials through a pipeline using air or gas as the conveying medium. Vacuum pumps play a crucial role in this process by creating a vacuum in the pipeline, which allows the material to be sucked into the system and transported to its destination. This method of conveying is known for its efficiency, reliability, and ability to handle various materials, including powders, granules, and pellets. In the chemical industry, vacuum pumps used for pneumatic conveying need to be robust, reliable, and able to handle corrosive or abrasive materials, ensuring smooth and uninterrupted material transfer. By incorporating vacuum technology into pneumatic conveying systems, chemical industries can achieve efficient and effective material handling processes.

Gas Conveying
Vacuum pumps play a crucial role in gas conveying applications within the chemical industry. These pumps are used to create a vacuum or low-pressure environment that is necessary for various chemical processes. They effectively remove unwanted gases or vapors from a system, ensuring efficient and safe operation. Additionally, vacuum pumps facilitate the transfer of gases between different stages of a chemical process, such as distillation or filtration. They are also integral in the production of chemicals, aiding in processes like drying or degassing. The choice of vacuum pump depends on factors such as the required vacuum level, gas composition, and process requirements. Specific applications of vacuum pumps in the chemical industry include polycarbonate projects, exhaust blowers, incineration waste blowers, and bleed air blowers. By utilizing vacuum technology, the chemical industry can enhance efficiency and ensure the smooth progression of gas conveying processes.

Silicones
Silicones are widely used in the chemical industry for various applications such as adhesives, lubricants, and sealants. During the production process of silicones, vacuum pumps play a crucial role to ensure a high-quality final product. These pumps are utilized to remove air and moisture from the silicone mixture, preventing defects and enhancing overall performance. Depending on the specific requirements of the silicone production process, different types of vacuum pumps like rotary vane pumps or liquid ring pumps are employed. These vacuum pumps utilize advanced vacuum technology to create an environment suitable for the manufacturing of silicones. By maintaining a high level of vacuum, the pumps help in achieving the desired quality and properties of the final product. With their efficient operation and ability to eliminate contaminants, vacuum pumps facilitate the production of top-notch silicones in the chemical industry.

Types of Vacuum Pumps Used in the Chemical Industry
Understanding the different types of vacuum pumps available in the chemical industry is crucial for businesses to make informed decisions about their specific needs. Various types of vacuum pumps, such as Roots, piston, liquid ring, diaphragm, and screw vacuum pumps, are commonly used. Each type has its own advantages and applications, ranging from distillation and drying to evaporation and packaging. By selecting the right vacuum pump, businesses can optimize their processes and ensure efficient operations.
Liquid Ring Vacuum Pumps
Liquid ring vacuum pumps, commonly used in the chemical industry, offer the advantage of handling liquid and vapor mixtures. Featuring a rotating impeller that creates a compression chamber, these pumps are capable of effectively managing corrosive gases and liquids. With their ability to handle high vapor loads and low risk of contamination, liquid ring vacuum pumps are a preferred choice for various chemical processes. The requirement of a water or compatible liquid source should be considered for specific chemical applications.

Dry Screw Vacuum Pumps
Dry screw vacuum pumps are widely used in the chemical industry due to their ability to handle harsh and corrosive gases. These pumps operate without any lubrication, making them ideal for applications where contamination from oil or other fluids is a concern. With a simple design consisting of two intermeshing screws, dry screw vacuum pumps create a compression zone that allows them to achieve high levels of vacuum. They are known for their reliability and low maintenance requirements, making them a cost-effective option for chemical processing plants. Dry screw vacuum pumps can handle both liquid and gas loads, making them versatile for various chemical processes.

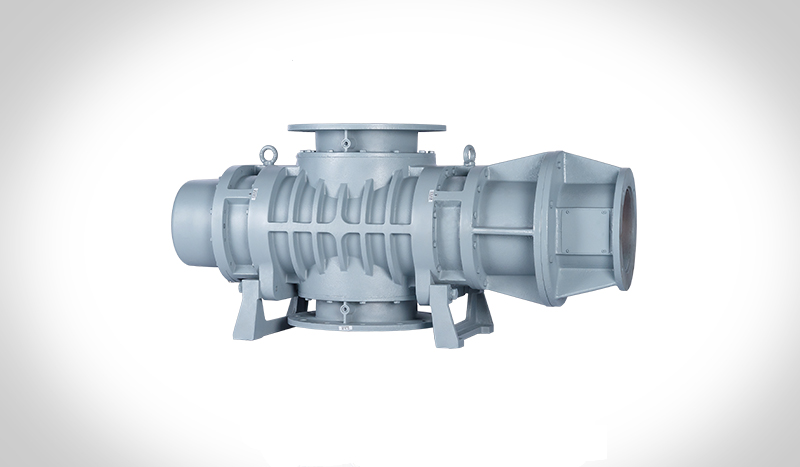
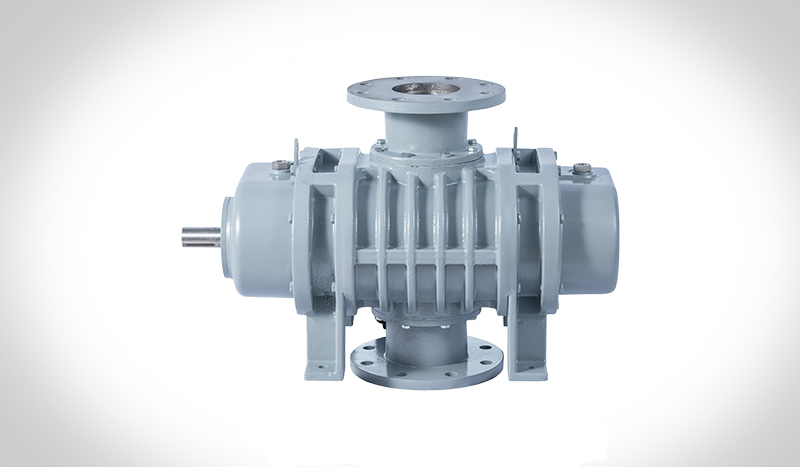
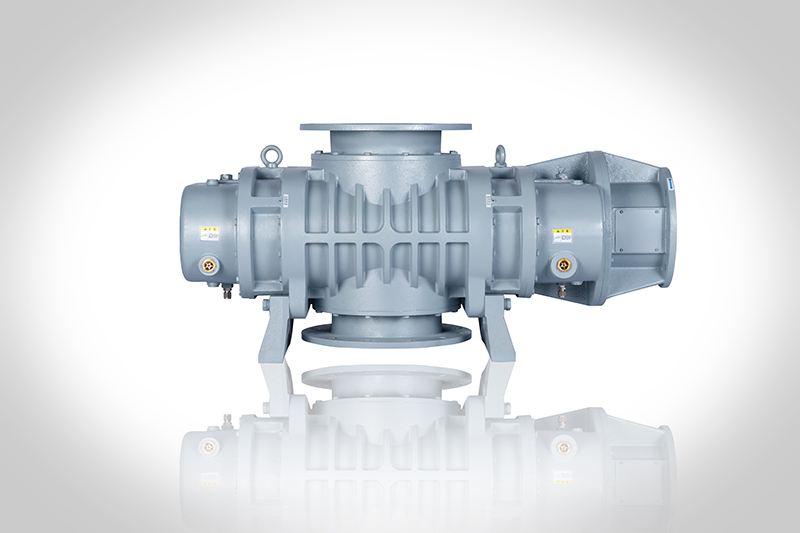
Roots Vacuum Pumps
Roots vacuum pumps play a crucial role in the chemical industry, especially in applications such as distillation, drying, and solvent recovery. These pumps operate based on the principle of two rotors spinning in opposite directions, creating a vacuum. With their high pumping speed and low ultimate pressure, Roots vacuum pumps are highly effective in removing gases and vapors from chemical processes. They can handle a wide range of substances, making them versatile for various applications in the industry. To ensure optimal performance, regular maintenance and inspection are essential for Roots vacuum pumps in the chemical industry. By incorporating these pumps into their processes, chemical manufacturers can enhance efficiency and improve overall productivity.
Importance of Vacuum Pumps in the Chemical Industry
Vacuum pumps are of utmost importance in the chemical industry. They play a crucial role in various processes such as distillation, drying, and filtration. By creating a vacuum environment, they enable certain chemical reactions to occur. Additionally, vacuum pumps aid in removing unwanted gases and impurities from chemical substances, leading to improved process efficiency and reduced energy consumption. In the chemical industry, different types of vacuum pumps, including roots vacuum pumps, liquid ring pumps, and dry screw pumps, are commonly used.
Role of Vacuum Pumps in Chemical Processes
Vacuum pumps play a critical role in various chemical processes, including distillation, drying, and filtration. They create and maintain a vacuum environment necessary for removing unwanted gases and vapors. By eliminating impurities, vacuum pumps enable higher purity levels. They also lower the boiling point of substances, facilitating the separation of different components. Vacuum pumps aid in solvent recovery, reducing waste and cost in chemical reactions.
How Do Vacuum Pumps Improve Efficiency?
Vacuum pumps enhance efficiency by eliminating air and other gases from the system, creating a vacuum. This reduces friction and resistance, ensuring smoother operation. The removal of impurities also prevents contamination and oxidation. Moreover, vacuum pumps can lower energy consumption by decreasing the need for high-pressure systems.
Environmental Impact of Vacuum Pumps in the Chemical Industry
Vacuum pumps in the chemical industry play a critical role, but they also have environmental implications. Their energy consumption contributes to carbon emissions and global warming. However, by properly maintaining and optimizing vacuum pump systems, energy consumption can be reduced, minimizing their environmental impact. The use of eco-friendly lubricants and materials in vacuum pumps further decreases their environmental footprint. Exploring alternative technologies and implementing efficient vacuum pump systems can make the chemical industry more sustainable.
Reducing Carbon Footprint with Efficient Vacuum Pump Systems
Efficient vacuum pump systems are crucial for reducing the carbon footprint in the chemical industry. Inefficient systems lead to excessive energy consumption and greenhouse gas emissions. Upgrading to advanced technologies like dry screw or dry roots pumps improves efficiency and reduces environmental impact. Implementing smart control systems and optimizing process parameters further enhance energy efficiency and minimize waste in vacuum pump operations.
Conclusion
In conclusion, vacuum pumps play a crucial role in various chemical processes, from distillation to drying and degassing. They improve efficiency, increase productivity, and reduce energy consumption in the chemical industry. By investing in efficient vacuum pump systems, chemical companies can also contribute to reducing their carbon footprint and promoting sustainability. If you’re looking for high-quality vacuum pumps for your chemical industry needs, get in touch with our experts today for a customized quote.
Contact Our Support Team